注:因业务调整,暂不接受个人委托测试
硫酸加热检测,该服务由微析[检测服务专项实验室]提供技术支持。北京微析技术研究院检测试验室进行的[硫酸加热检测],可出具严谨、合法、合规的第三方检测报告。
如果您对[硫酸加热检测]有任何检测报告、检测报价、检测方案等问题可咨询检测工程师,我们的检测工程师收到信息会在第一时间联系您...

服务地区:全国(微析在全国各地均有合作机构)
服务周期:5-7个工作日(可加急)
相关资质:相关合作资源可提供CMA、CNAS检测报告
服务模式:样品寄送或现场取样
服务对象:企事业单位、高校、科研院所
服务方向:科学研究、采购使用、贸易销售、生产研发
服务标准:国家标准、行业标准、企业标准、地方标准、国外标准、并接受定制非标检测
硫酸加热检测是一种用于评估硫酸样品中水分含量的方法,通过加热硫酸样品至特定温度,使水分蒸发,进而通过测量剩余硫酸的质量来计算水分含量。本文将从目的、原理、所需设备、条件、步骤、参考标准、注意事项、结果评估和应用场景等方面进行详细阐述。
硫酸加热检测目的
硫酸加热检测的主要目的是为了准确测定硫酸样品中的水分含量,确保硫酸产品的纯度和质量。此外,该方法还可以用于硫酸生产过程中的质量控制,以及储存和运输过程中的水分监控。
通过硫酸加热检测,可以了解硫酸样品的干燥程度,从而为后续的化学反应提供准确的反应物比例,保证实验结果的准确性。
此外,硫酸加热检测还可以用于评估硫酸样品的储存稳定性,为储存条件优化提供依据。
硫酸加热检测原理
硫酸加热检测的原理是利用硫酸的沸点高于水的特性,通过加热使硫酸中的水分蒸发,然后测量剩余硫酸的质量,从而计算出水分含量。
在加热过程中,硫酸中的水分会逐渐蒸发,而硫酸本身不会蒸发。因此,通过测量加热前后硫酸质量的差值,即可得到样品中的水分含量。
该方法的原理基于质量守恒定律,即加热过程中硫酸和水分的总质量保持不变。
硫酸加热检测所需设备
硫酸加热检测所需设备包括:分析天平、加热装置(如电热板)、干燥器、样品瓶、移液管、滴定管等。
分析天平用于精确称量样品和剩余硫酸的质量;加热装置用于加热样品;干燥器用于存放干燥的硫酸样品;样品瓶、移液管、滴定管等用于样品的转移和滴定。
硫酸加热检测条件
硫酸加热检测的条件包括:室温、相对湿度、样品量、加热温度等。
室温应控制在20℃左右,相对湿度应控制在50%以下,以确保检测结果的准确性。
样品量应根据实际需要确定,一般不宜过多,以免影响加热效果。
加热温度应控制在100℃左右,以确保水分充分蒸发。
硫酸加热检测步骤
1、准确称取一定量的硫酸样品,放入样品瓶中。
2、将样品瓶放入加热装置中,加热至100℃左右,保持一段时间,使水分充分蒸发。
3、加热结束后,取出样品瓶,待其冷却至室温。
4、再次称量样品瓶中剩余硫酸的质量。
5、根据加热前后硫酸质量的差值,计算水分含量。
硫酸加热检测参考标准
1、GB/T 660——硫酸中水分的测定
2、ISO 6353-1——化学分析——水分的测定——通用方法
3、ASTM D442——化学产品水分含量的测定
4、USP 721——硫酸中水分的测定
5、JP 0601——硫酸中水分的测定
6、EN 1272——硫酸中水分的测定
7、NF T 60-019——硫酸中水分的测定
8、GB/T 254——硫酸中水分的测定
9、GB/T 660——硫酸中水分的测定
10、ISO 6353-1——化学分析——水分的测定——通用方法
硫酸加热检测注意事项
1、在称量样品时,应确保天平处于稳定状态,避免误差。
2、加热过程中,应密切观察样品瓶,防止样品瓶破裂或溅出。
3、加热结束后,待样品瓶冷却至室温后再进行称量,以避免温度对质量的影响。
4、样品瓶应使用干燥的移液管进行转移,避免污染。
5、检测过程中,应保持实验室环境的清洁,避免杂质对检测结果的影响。
硫酸加热检测结果评估
硫酸加热检测结果评估主要通过比较实际检测结果与参考标准值来判断。若实际检测结果与参考标准值相符,则认为检测合格;若实际检测结果与参考标准值存在较大差异,则需重新进行检测或查找原因。
此外,还可以通过重复检测的方法,评估检测结果的稳定性。
硫酸加热检测应用场景
硫酸加热检测广泛应用于硫酸生产、储存、运输和使用的各个环节,如:
1、硫酸生产过程中的质量控制
2、硫酸储存和运输过程中的水分监控
3、硫酸产品出厂前的质量检验
4、硫酸应用过程中的水分控制
5、硫酸相关科研和实验
微析服务流程
 接受样品
接受样品
 确定需求
确定需求
 分析测试
分析测试
 出具报告
出具报告
 售后服务
售后服务
微析相关资质


微析服务优势


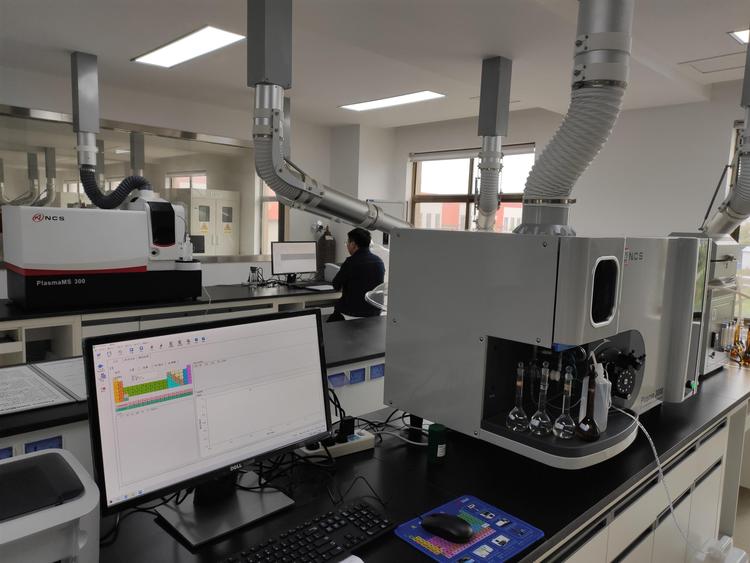
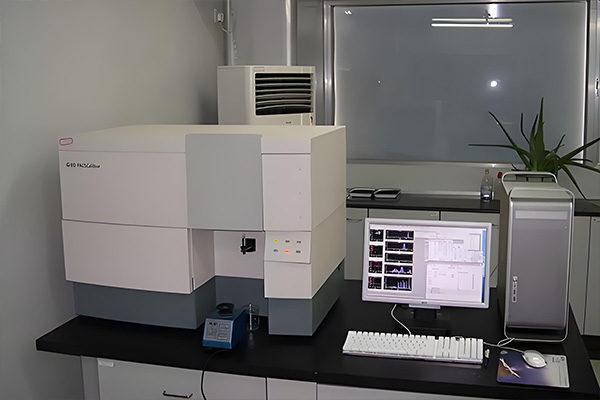
微析实验仪器